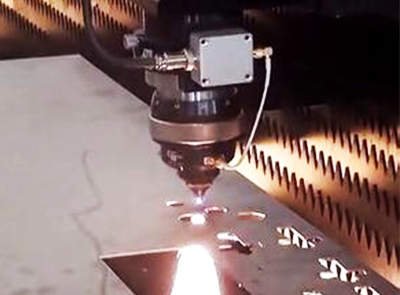
激光切割加工速度对切割质量的影响:
切割速度对不锈钢板切割质量有很大影响,佳的切割速度使切割面呈较平稳线条,光滑且下部无熔渣产生。若切割速度过快,会导致钢板无法切透,引起火花飞溅,下半部产生熔渣,甚至透镜,这是因为切割速度过高,单位面积获得的能量减少,金属未能 熔化;若切割速度过慢,则容易造成材料过熔,切缝变宽,热影响区增大,甚至引起工件过烧,这是因为切割速度过低,能量在切缝处积累,引起切缝变宽,熔化金属不能及时排出,便在钢板下表面形成沾渣。
切割速度和激光输出功率一起决定被加工件的输入热量。因此,由于切割速度的增减而引起的输入热量变化和加工质量的关系与输出功率变化的情况相同。一般情况下,调整加工条件时,若以改变输入热量为目的,不会同时改变输出功率和切割速度,只需固定其中一方,变化另一方来调整加工质量即可。
激光切割加工的速度分析:切割速度切割用的激光束能量呈高斯分布,切割速度过高,激光与材料相互作用的时间短,作用于工件表面上起作用的的光斑面积减小,切口宽度相应的减小,而光束的照射点向切口前沿靠近,切口前沿的熔化速度跟不上激光束的前移速度,切口出现后拖线,切口表面粗糙度增加和切口下部出现挂渣;切割速度过低,激光与材料相互作用的时间加长,对材料起作用的光斑的面积增大,切口宽度自然随之增大,而此时切割速度跟不上熔化速度,过剩的反应热使切口发生过度熔化,热影响区随之增大,从而形成较宽的、不整齐的切口。